ę╗Īó╝ė╣żįŁ└Ē:
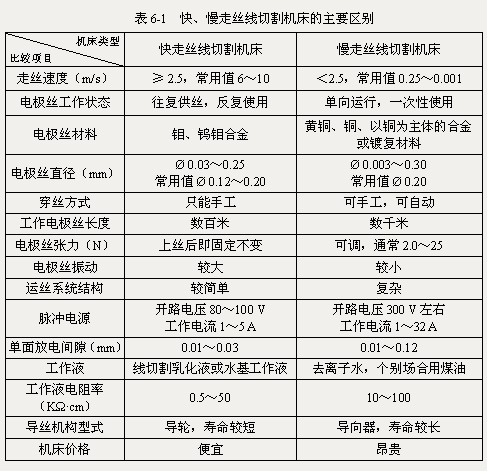
öĄ┐žļŖ╗╗©ŠĆŪąĖŅ╩Ūį┌ļŖ╗╗©│╔ą╬╝ė╣ż╗∙ĄA╔Ž░l(f©Ī)š╣ŲüĒĄ─Ż¼║åĘQöĄ┐žŠĆŪąĖŅŻ¼łD 6-1 ╦∙╩Š×ķŲõ╗∙▒Š╣żū„įŁ└ĒĪŻ╣ż╝■čbŖAį┌ÖC┤▓Ą─ū°ś╦╣żū„┼_╔ŽŻ¼ū„×ķ╣ż╝■ļŖśOŻ¼Įė├}ø_ļŖį┤Ą─š²śOŻ╗▓╔ė├╝ÜĮī┘Įzū„×ķ╣żŠ▀ļŖśOŻ¼ĘQ×ķļŖśOĮzŻ¼Įė╚ļžōśOĪŻ╚¶į┌ā╔ļŖśOķg╩®╝ė├}ø_ļŖē║Ż¼▓╗öÓćŖūóŠ▀ėąę╗Č©Į^Šēąį─▄Ą─╦«┘|╣żū„ę║Ż¼▓óė╔╦┼Ę■ļŖÖC“īäėū°ś╦╣żū„┼_░┤ŅAŽ╚ŠÄųŲĄ─öĄ┐ž╝ė╣ż│╠ą“čž x Īó y ā╔éĆū°ś╦ĘĮŽ“ęŲäėŻ¼ät«öā╔ļŖśOķgĄ─ŠÓļxąĪĄĮę╗Č©│╠Č╚ĢrŻ¼╣żū„ę║▒╗├}ø_ļŖē║ō¶┤®Ż¼ę²░l(f©Ī)╗╗©Ę┼ļŖŻ¼╬g│²╣ż╝■▓─┴ŽĪŻ┐žųŲā╔ļŖśOķg╩╝ĮKŠS│ųę╗Č©Ą─Ę┼ļŖķgŽČŻ¼▓ó╩╣ļŖśOĮzčžŲõ▌SŽ“ęįę╗Č©╦┘Č╚ū„ū▀Įz▀\äėŻ¼▒▄├ŌļŖśOĮzę“Ę┼ļŖ┐é░l(f©Ī)╔·į┌Šų▓┐╬╗ų├Č°▒╗¤²öÓŻ¼╝┤┐╔īŹ¼FļŖśOĮzčž╣ż╝■ŅAČ©▄ē█E▀ģ╬g│²Īó▀ģ▀MĮoŻ¼ų▓Įīó╣ż╝■ŪąĖŅ╝ė╣ż│╔ą═ĪŻ

Č■Īó╝ė╣ż╠ž³c
1ĪóöĄ┐žŠĆŪąĖŅ╝ė╣ż╩Ū▌å└¬ŪąĖŅ╝ė╣żŻ¼╬ąĶįOėŗ║═ųŲįņ│╔ą╬╣żŠ▀ļŖśOŻ¼┤¾┤¾ĮĄĄ═┴╦╝ė╣ż┘Mė├Ż¼┐sČ╠┴╦╔·«aų▄Ų┌ĪŻ
2Īóų▒Įė└¹ė├ļŖ─▄▀Mąą├}ø_Ę┼ļŖ╝ė╣żŻ¼╣żŠ▀ļŖśO║═╣ż╝■▓╗ų▒ĮėĮėė|Ż¼¤oÖCąĄ╝ė╣żųąĄ─║Ļė^ŪąŽ„┴”Ż¼▀mę╦ė┌╝ė╣żĄ═äéČ╚┴Ń╝■╝░╝ÜąĪ┴Ń╝■ĪŻ
3Īó¤ošō╣ż╝■ė▓Č╚╚ń║╬Ż¼ų╗ę¬╩Ūī¦ļŖ╗“░ļī¦ļŖĄ─▓─┴ŽČ╝─▄▀Mąą╝ė╣żĪŻ
4ĪóŪą┐p┐╔šŁ▀_āH 0.005mm Ż¼ų╗ī”╣ż╝■▓─┴Žčž▌å└¬▀MąąĪ░╠ū┴ŽĪ▒╝ė╣żŻ¼▓─┴Ž└¹ė├┬╩Ė▀Ż¼─▄ėąą¦╣Ø(ji©”)╝s┘Fųž▓─┴ŽĪŻ
5ĪóęŲäėĄ─ķLļŖśOĮz▀B└m(x©┤)▓╗öÓĄž═©▀^ŪąĖŅģ^(q©▒)Ż¼å╬╬╗ķLČ╚ļŖśOĮzĄ─ōp║─┴┐▌^ąĪŻ¼╝ė╣żŠ½Č╚Ė▀ĪŻ
6Īóę╗░Ń▓╔ė├╦«╗∙╣żū„ę║Ż¼┐╔▒▄├Ō░l(f©Ī)╔·╗×─Ż¼░▓╚½┐╔┐┐Ż¼┐╔īŹ¼FĢāę╣¤o╚╦ųĄ╩ž▀B└m(x©┤)╝ė╣żĪŻ
7Īó═©│Żė├ė┌╝ė╣ż┴Ń╝■╔ŽĄ─ų▒▒┌Ū·├µŻ¼═©▀^ X-Y-U-V ╦─▌S┬ō(li©ón)äė┐žųŲŻ¼ę▓┐╔▀MąąÕFČ╚ŪąĖŅ║═╝ė╣ż╔ŽŽ┬Įž├µ«Éą╬¾wĪóą╬ĀŅ┼żŪ·Ą─Ū·├µ¾w║═Ū“ą╬¾wĄ╚┴Ń╝■ĪŻ
8Īó▓╗─▄╝ė╣ż├ż┐ū╝░┐vŽ“ļA╠▌▒Ē├µĪŻ
ŠĆŪąĖŅÖC┤▓Ą─ĘųŅÉ
ŠĆŪąĖŅÖC┤▓ę╗░Ń░┤ššļŖśOĮz▀\äė╦┘Č╚Ęų×ķ┐ņū▀ĮzŠĆŪąĖŅÖC┤▓║═┬²ū▀ĮzŠĆŪąĖŅÖC┤▓Ż¼┐ņū▀ĮzŠĆŪąĖŅÖC┤▓śI(y©©)ęč│╔×ķ╬ęć°╠žėąĄ─ŠĆŪąĖŅÖC┤▓ŲĘĘN║═╝ė╣ż─Ż╩ĮŻ¼æ¬ė├ÅVĘ║Ż╗┬²ū▀ĮzŠĆŪąĖŅÖC┤▓╩Ūć°═Ō╔·«a║═╩╣ė├Ą─ų„┴„ÖCĘNŻ¼ī┘ė┌Š½├▄╝ė╣żįOéõŻ¼┤·▒Ēų°ŠĆŪąĖŅÖC┤▓Ą─░l(f©Ī)š╣ĘĮŽ“ĪŻ
┤╦═ŌŻ¼ŠĆŪąĖŅÖC┤▓┐╔░┤ļŖśOĮz╬╗ų├Ęų×ķ┴ó╩ĮŠĆŪąĖŅÖC┤▓║═┼P╩ĮŠĆŪąĖŅÖC┤▓Ż¼░┤╣żū„ę║╣®ĮoĘĮ╩ĮĘų×ķø_ę║╩ĮŠĆŪąĖŅÖC┤▓║═Į■ę║╩ĮŠĆŪąĖŅÖC┤▓ĪŻ
ŠĆŪąĖŅÖC┤▓Ą─╣ż╦ćĘČć·
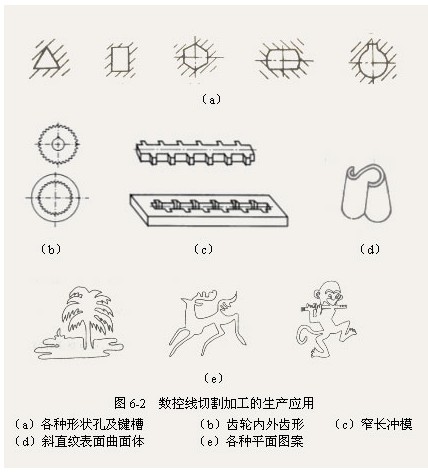
öĄ┐žŠĆŪąĖŅ╝ė╣żęčį┌╔·«aųą½@Ą├ÅVĘ║æ¬ė├Ż¼─┐Ū░ć°ā╚═ŌĄ─ŠĆŪąĖŅÖC┤▓ęčš╝ļŖ╝ė╣żÖC┤▓Ą─ 60 Żźęį╔ŽĪŻłD 6-2 ×ķöĄ┐žŠĆŪąĖŅ╝ė╣ż│÷Ą─ČÓĘN▒Ē├µ║═┴Ń╝■ĪŻ
ę╗Īó╝ė╣ż─ŻŠ▀
▀mė├ė┌╝ė╣żĖ„ĘNą╬ĀŅĄ─ø_─ŻĪóūó╦▄─ŻĪóöDē║─ŻĪóĘ█─®ę▒Į─ŻĪóÅØŪ·─ŻĄ╚ĪŻ
Č■Īó╝ė╣żļŖ╗╗©│╔ą╬╝ė╣żė├Ą─ļŖśO
ę╗░Ń┤®┐ū╝ė╣żė├ĪóĦÕFČ╚ą═Ū╗╝ė╣żė├╝░╬ó╝ÜÅ═ļsą╬ĀŅĄ─ļŖśOŻ¼ęį╝░Ń~µuĪóŃyµu║ŽĮų«ŅÉĄ─ļŖśO▓─┴ŽŻ¼ė├ŠĆŪąĖŅ╝ė╣ż╠žäeĮøØ·ĪŻ
╚²Īó╝ė╣ż┴Ń╝■
┐╔ė├ė┌╝ė╣ż▓─┴Žįć“לė╝■ĪóĖ„ĘNą═┐ūĪó╠ž╩Ō²X▌å═╣▌åĪóśė░ÕĪó│╔ą═ĄČŠ▀Ą╚Å═ļsą╬ĀŅ┴Ń╝■╝░Ė▀ė▓▓─┴ŽĄ─┴Ń╝■Ż¼┐╔▀Mąą╬ó╝ÜĮYśŗĪó«Éą╬▓█║═ś╦£╩╚▒Ž▌Ą─╝ė╣żŻ╗įćųŲą┬«aŲĘĢrŻ¼┐╔į┌┼„┴Ž╔Žų▒ĮėĖŅ│÷┴Ń╝■Ż╗╝ė╣ż▒Ī╝■Ģr┐╔ČÓŲ¼»Bį┌ę╗Ų╝ė╣żĪŻ
ŠĆŪąĖŅÖC┤▓Ą─ų„ę¬╝╝ągģóöĄ
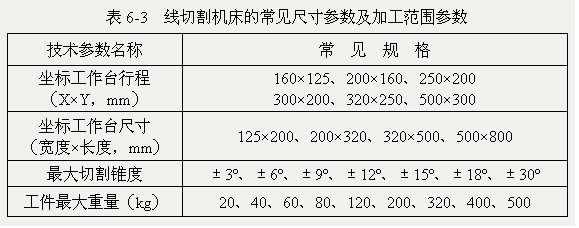
ŠĆŪąĖŅÖC┤▓Ą─ŲĘĘNęÄ(gu©®)Ė±▌^ČÓŻ¼ų„ę¬╝╝ągģóöĄ░³└©ÖC┤▓│▀┤ńģóöĄ╝░╝ė╣żĘČć·ģóöĄĪó╝ė╣żŠ½Č╚ģóöĄĪóļŖģóöĄĪó▀\äėģóöĄĄ╚ĪŻ▒Ē 6-3 ×ķŠĆŪąĖŅÖC┤▓Ą─│ŻęŖ│▀┤ńģóöĄ╝░╝ė╣żĘČć·ģóöĄŻ¼ŲõėÓģóöĄ┐╔ģóęŖ▒Ē 6-1 Īó 6-2 ĪŻ
ŠĆŪąĖŅÖC┤▓Ą─╗∙▒ŠĮM│╔
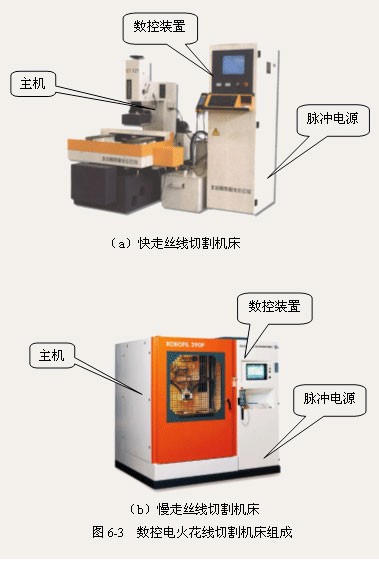
Ė„ĘNŠĆŪąĖŅÖC┤▓Ą─ĮYśŗ┤¾═¼ąĪ«ÉŻ¼łD 6-3 ╩Š│÷┴╦ā╔ĘNŠĆŪąĖŅÖC┤▓Ą─═Ōė^Ż¼┐╔Ęų×ķų„ÖCĪó├}ø_ļŖį┤║═öĄ┐žčbų├╚²┤¾▓┐ĘųĪŻ
ū°ś╦╣żū„┼_Ż║
ū°ś╦╣żū„┼_ė├ęįčbŖA╣ż╝■Ż¼╚ńłD 6-4 ╦∙╩ŠĪŻŽ┬═Ž░Õ═©│Ż┼c┤▓╔Ē╣╠Č©┬ō(li©ón)ĮėŻ╗ųą═Ž░Õų├ė┌Ž┬═Ž░Õų«╔ŽŻ¼┐╔čžÖMŽ“ī¦▄ēū„ X ū°ś╦ĘĮŽ“═∙Å═ęŲäėŻ╗╔Ž═Ž░ÕŻ©╣żū„┼_Ż®ätų├ė┌ųą═Ž░Õų«╔ŽŻ¼┐╔čž┐vŽ“ī¦▄ēū„ Y ū°ś╦ĘĮŽ“═∙Å═ęŲäėĪŻŠĆŪąĖŅ╝ė╣żĢr═©▀^┐žųŲŽĄĮy(t©»ng)░l(f©Ī)│÷▀MĮoą┼╠¢Ż¼┐žųŲā╔éĆ“īäėļŖÖCĦäė═Ž░Õčžā╔éĆū°ś╦ĘĮŽ“Ė„ūįęŲäėŻ¼║Ž│╔Ė„ĘNŲĮ├µłDą╬Ū·ŠĆ ▄ē█EŻ¼▀Mąą╝ė╣żĪŻ╣żū„┼_Ą─ęŲäėŠ½Č╚ų▒Įėė░Ēæ╣ż╝■Ą─╝ė╣ż┘|┴┐Ż¼ę“┤╦Ė„═Ž░ÕŠ∙▓╔ė├ØLųķĮzĖ▄é„äėĖ▒║═ØLäėī¦▄ēŻ¼▒Ńė┌īŹ¼FŠ½┤_║═╬ó┴┐ęŲäėŻ¼Ūę▀\äėņ`╗ŅĪóŲĮĘĆ(w©¦n)ĪŻ
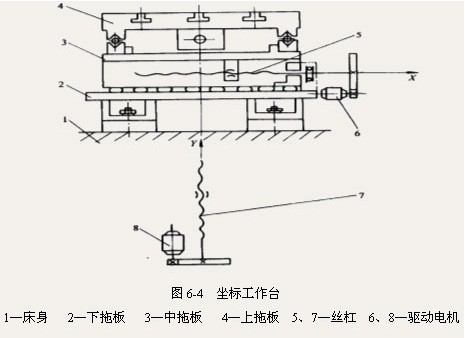
┼cŲõ╦³öĄ┐žÖC┤▓ę╗ų┬Ż¼ŠĆŪąĖŅÖC┤▓Ą─ū°ś╦ŽĄĘ¹║Žć°╝ęś╦£╩Ż¼ęįėę╩ųų▒ĮŪĄč┐©ā║ū°ś╦ŽĄ×ķ╗∙ĄAŻ¼ģó┐╝ļŖśOĮzŽÓī”ņoų╣╣ż╝■Ą─▀\äėĘĮŽ“üĒøQČ©Ż║├µŽ“ÖC┤▓š²├µŻ¼ÖMŽ“×ķ X ĘĮŽ“Ż¼ŪęĮzŽ“ėę▀\ąą×ķ X+ ĘĮŽ“Ż¼Ž“ū¾▀\ąą×ķ X- ĘĮŽ“Ż╗┐vŽ“×ķ Y ĘĮŽ“Ż¼ŪęĮzŽ“═Ō▀\ąą×ķ Y+ ĘĮŽ“Ż¼Ž“ā╚▀\ąą×ķ Y- ĘĮŽ“ĪŻ
ū▀ĮzÖCśŗŻ║
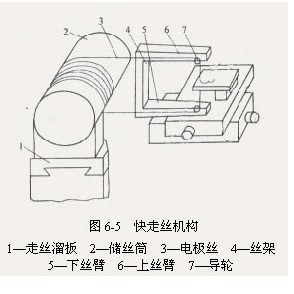
ū▀ĮzÖCśŗ╩╣ļŖśOĮzęįę╗Č©Ą─╦┘Č╚▀B└m(x©┤)▓╗öÓ▀M╚ļ║═ļxķ_Ę┼ļŖģ^(q©▒)ė“Ż¼╩ŪŠĆŪąĖŅÖC┤▓ģ^(q©▒)äeė┌Ųš═©ÖC┤▓Ą─ų„꬜╦ųŠŻ¼╚ńłD 6-5 Īó 6-6 ╦∙╩ŠĪŻ
ę╗Īó┐ņū▀ĮzÖCśŗ
┐ņū▀ĮzÖCśŗĄ─ļŖśOĮz▓─┴Žę╗░Ń▓╔ė├ŃfĮzŻ¼╝ÜČ°ķLĄ─ŃfĮzęįę╗Č©Åł┴”ŲĮš¹ĄžŠĒ└@į┌ā”Įz═▓╔ŽŻ¼ā”Įz═▓═©▀^ÅŚąį┬ō(li©ón)▌SŲ„┼c“īäėļŖÖCŽÓ▀BŻ¼ū„ą²▐D▀\äėŻ¼═¼Ģrčž▌SŽ“ęŲäėŻ¼ū▀Įz╦┘Č╚Ą╚ė┌ā”Įz═▓ų▄▀ģĄ─ŠĆ╦┘Č╚ĪŻ×ķųžÅ═╩╣ė├įōČ╬ŃfĮzŻ¼ā”Įz═▓Ž┬ĘĮĄ─ ū▀Įz┴’░Ō ╔Žų├ėąū¾Īóėęąą│╠ū▓ēKŻ¼«öā”Įz═▓▌SŽ“▀\äėĄĮŃfĮz╣®ĮzČ╦ĮKČ╦ĢrŻ¼ąą│╠ū▓ēK┼÷ĄĮąą│╠ķ_ĻPŻ¼┴ó╝┤┐žųŲā”Įz═▓Ę┤▐DŻ¼╩╣╣®ĮzČ╦│╔×ķ╩šĮzČ╦Ż¼ŃfĮzĘ┤Ž“ęŲäėŻ¼╚ń┤╦裣h(hu©ón)Į╗╠µ▀\▐DŻ¼īŹ¼FŃfĮzĄ─═∙Å═▀\äėĪŻį┌▀\äė▀^│╠ųąŻ¼ŃfĮzė╔Įz╝▄ų¦ō╬Ż¼▓óę└┐┐╔ŽĪóŽ┬ī¦▌åą╬│╔õÅ╣ŁĀŅĪŻ
Č■Īó┬²ū▀ĮzÖCśŗ
┬²ū▀ĮzÖCśŗų„ę¬░³└©╣®Įz└@ŠĆ▌SĪó╦┼Ę■ļŖÖC║ŃÅł┴”┐žųŲčbų├ĪóļŖśOĮzī¦Ž“Ų„║═ļŖśOĮzūįäėŠĒ└@ÖCśŗĪŻļŖśOĮz▓─┴Žę╗░Ń▓╔ė├│╔ŠĒĄ─³SŃ~ĮzŻ¼┐╔▀_öĄŪ¦├ūķLĪóöĄ╩«╣½Į’ųžŻ¼ŅAčbį┌╣®Įz└@ŠĆ▌S╔ŽŻ¼×ķĘ└ų╣ļŖśOĮz╔óüyŻ¼▌S╔Žčbėą┴”Šž║▄ąĪĄ─ŅAÅł┴”ļŖÖCĪŻŪąĖŅĢrļŖśOĮzĄ─ū▀ąą┬ĘÅĮ×ķŻ║š¹ŠĒĄ─ļŖśOĮzė╔╣®Įz└@ŠĆ▌S╦═│÷Ż¼Įøę╗ŽĄ┴ą▌åĮMĪó║ŃÅł┴”┐žųŲčbų├Īó╔Ž▓┐ī¦Ž“Ų„ę²ų┴╣żū„┼_╠ÄŻ¼į┘ĮøŽ┬▓┐ī¦Ž“Ų„║═ī¦▌åū▀Ž“ūįäėŠĒ└@ÖCśŗŻ¼▒╗└ŁĮzŠĒ═▓║═ē║ŠoŠĒ═▓ŖAūĪŻ¼┐┐└ŁĮzŠĒ═▓Ą─Ą╚╦┘╗ž▐D╩╣ļŖśOĮzŠÅ┬²ęŲäėĪŻį┌▀\ąą▀^│╠ųąŻ¼ļŖśOĮzė╔Įz╝▄ų¦ō╬Ż¼═©▀^ļŖśOĮzūįäėŠĒ└@ÖCśŗųąā╔éĆŠĒ═▓Ą─ŖA╦═ū„ė├Ż¼┤_▒ŻļŖśOĮzęįę╗Č©Ą─╦┘Č╚▀\ąąŻ╗▓óę└┐┐╦┼Ę■ļŖÖC║ŃÅł┴”┐žųŲčbų├Ż¼į┌ę╗Č©ĘČć·ā╚š{š¹Åł┴”Ż¼╩╣ļŖśOĮz▒Ż│ųę╗Č©Ą─ų▒ŠĆČ╚Ż¼ĘĆ(w©¦n)Č©Ąž▀\ąąĪŻļŖśOĮzĮøĘ┼ļŖ║¾Š═│╔×ķÅUŚē╬’Ż¼▓╗į┘╩╣ė├Ż¼▒╗╦═ĄĮīŻķTĄ─╩š╝»Ų„ųą╗“▒╗į┘ŠĒ└@ų┴╩šĮzŠĒ═▓╔Ž╗ž╩šĪŻ

ū„ę║裣h(hu©ón)▀^×VŽĄĮy(t©»ng)Ż║
ŠĆŪąĖŅ╝ė╣żĢrė╔ė┌Ūą┐p║▄šŁŻ¼Ēś└¹┼┼│²ļŖ╬g«a╬’╩ŪśO×ķųžę¬Ą─å¢Ņ}Ż¼ę“┤╦╣żū„ę║裣h(hu©ón)▀^×VŽĄĮy(t©»ng)╩ŪÖC┤▓▓╗┐╔╚▒╔┘Ą─ĮM│╔▓┐ĘųĪŻŲõū„ė├╩Ū│õĘųĄžĪó▀B└m(x©┤)ĄžŽ“Ę┼ļŖģ^(q©▒)ė“╣®ĮoŪÕØŹĄ─╣żū„ę║Ż¼╝░Ģr┼┼│²ŲõķgĄ─ļŖ╬g«a╬’Ż¼└õģsļŖśOĮz║═╣ż╝■Ż¼ęį▒Ż│ų├}ø_Ę┼ļŖ▀^│╠│ų└m(x©┤)ĘĆ(w©¦n)Č©Ąž▀MąąĪŻ
ę╗Īó┐ņū▀Įz╣żū„ę║裣h(hu©ón)▀^×VŽĄĮy(t©»ng)
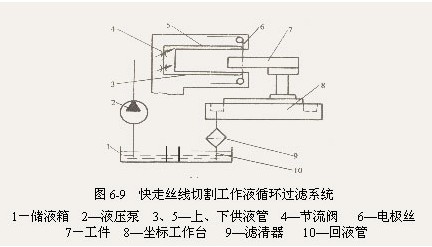
┐ņū▀ĮzŠĆŪąĖŅĢr▓╔ė├Ą─╣żū„ę║ę╗░Ń╩Ū 5 Żź Ī½ 15 ŻźØŌČ╚Ą─ė═╦ßŌøįĒ ╚ķ╗»ę║Ż¼ę║ē║▒├│ķ│÷ā”ę║Žõ└’Ą─╣żū„ę║Ż¼┴„Įø╔ŽĪóŽ┬╣®ę║╣▄ ▒╗ē║╦═ĄĮ╝ė╣żģ^(q©▒)ė“Ż¼ļS║¾Įøū°ś╦╣żū„┼_ųąĄ─╗žę║╣▄┴„╗žā”ę║ŽõŻ¼Įø▀^×VÅ═įŁ║¾Ż¼└^└m(x©┤)╩╣ė├Ż¼╚ńłD 6-9 ╦∙╩ŠĪŻ
Č■Īó┬²ū▀Įz╣żū„ę║裣h(hu©ón)▀^×VŽĄĮy(t©»ng)
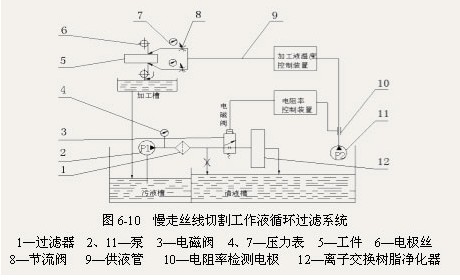
┬²ū▀ĮzŠĆŪąĖŅĢrę╗░Ń▓╔ė├╚źļxūė╦«ū÷╣żū„ę║Ż¼╝┤īóūįüĒ╦«═©▀^ļxūėĮ╗ōQśõų¼ā¶╗»Ų„╚ź│²╦«ųąĄ─ļxūė║¾╣®╩╣ė├Ż¼łD 6-10 ╦∙╩Š×ķ╣żū„ę║裣h(hu©ón)▀^×VŽĄĮy(t©»ng)įŁ└ĒłDĪŻ▒├ P 2 │ķ│÷ŪÕę║▓█└’Ą─╣żū„ę║Ż¼┴„Įø╣żū„ę║£žČ╚┐žųŲčbų├▒╗ē║╦═ĄĮ╝ė╣żģ^(q©▒)ė“Ż¼ļS║¾Įø╝ė╣ż▓█ųąĄ─╗ž┴„┐ū╝░╣▄Ą└┴„╗ž╬█ę║▓█Ż╗į┘ė╔▒├ P 1 │ķ│÷╬█ę║▓█└’Ą─╬█ę║Ż¼Įø▀^×VŲ„▀^×V║¾Ż¼ę╗▓┐Ęųų▒Įė┴„╚ļŪÕę║▓█Ż¼┴Ēę╗▓┐Ęų═©▀^ļxūėĮ╗ōQśõų¼ā¶╗»Ų„║¾┴„╚ļŪÕę║▓█ĪŻ▒├ P 2 │ķ│÷Ą─╣żū„ę║ė╔ļŖūĶ┬╩┐žųŲčbų├═©▀^£y┴┐╦«Ą─╬ó╚§ļŖ┴„ųĄČ°£yČ©ļŖūĶ┬╩Ż¼└¹ė├ļŖ┤┼ķyĄ─ķ_ĻPš{š¹═©▀^ļxūėĮ╗ōQśõų¼ā¶╗»Ų„Ą─╦«┴┐Ż¼▒Ż│ų║ŃČ©Ą─ļŖūĶ┬╩ĪŻ
├}ø_ļŖį┤Ż║
ę╗Īóū„ė├
ļŖ╗╗©ŠĆŪąĖŅė├Ą─├}ø_ļŖį┤Ą─ū„ė├╩Ū░č╣żŅlĮ╗┴„ļŖ┴„▐DōQ│╔ę╗Č©Ņl┬╩Ą─å╬Ž“├}ø_ļŖ┴„Ż¼ęį╣®Įo╗╗©Ę┼ļŖķgŽČ╦∙ąĶꬥ──▄┴┐üĒ╬g│²Įī┘ĪŻ├}ø_ļŖį┤ī”ŠĆŪąĖŅ╝ė╣żĄ─╔·«a┬╩Īó▒Ē├µ┘|┴┐Īó╝ė╣ż╦┘Č╚Īó╝ė╣ż▀^│╠Ą─ĘĆ(w©¦n)Č©ąį║═ļŖśOĮzōp║─Ą╚╝╝ągĮøØ·ųĖś╦ėą║▄┤¾Ą─ė░ĒæŻ¼æ¬ĮoėĶūŃē“Ą─ųžęĢĪŻ
Č■ĪóĘųŅÉ
ļŖ╗╗©ŠĆŪąĖŅ╝ė╣ż├}ø_ļŖį┤┐╔░┤ČÓĘNĘĮ╩ĮĘųŅÉŻ¼¼FŠ═ÖC┤▓╔Ž│Żė├Ą─ŅÉą═ū÷ę╗║åå╬ĮķĮBĪŻ
Š¦¾w╣▄Šžą╬▓©├}ø_ļŖį┤ÅVĘ║ė├ė┌┐ņū▀ĮzŠĆŪąĖŅÖC┤▓Ż╗▓ó┬ō(li©ón)ļŖ╚▌╩Į├}ø_ļŖį┤┐╔ęįīŹ¼FšŁĄ─├}ø_īÆČ╚║═Ė▀Ą─ĘÕųĄļŖ┴„Ż¼Ūęęūė┌┐žųŲŻ¼ęčį┌┬²ū▀ĮzŠĆŪąĖŅÖC┤▓╔Žė├Ą├║▄ČÓŻ╗Ė▀ŅlĮ╗┴„╩Į├}ø_ļŖį┤┐╔ęįĄ├ĄĮ╬óąĪĄ─å╬éĆ├}ø_Ę┼ļŖ─▄┴┐Ż¼┐╔ė├ė┌╬ó╝ÜŠ½▒Ē├µĄ─╝ė╣żŻ╗¤oļŖĮŌū„ė├╩Į├}ø_ļŖį┤─▄╩╣ķgŽČļŖē║Ą─ŲĮŠ∙ųĄĄ╚ė┌┴ŃŻ¼Ūę╝ė╣ż▒Ē├µ▓╗░l(f©Ī)╔·ļŖĮŌĖ»╬gĪó¤oļŖĮŌūā┘|╝░Ļ¢śOč§╗»īėŻ¼┐╔┐žųŲ╝ė╣ż▒Ē├µė▓Č╚▓╗Ž┬ĮĄŻ¼▓╗āH┐╔ęį╠ßĖ▀─ŻŠ▀┴Ń╝■ē█├³Ż¼Č°Ūę┐╔ęį┤¾Ę∙Č╚Ž„£pčą─ź╣żū„┴┐ĪŻ
╩▄╝ė╣ż▒Ē├µ┤ų▓┌Č╚║═ļŖśOĮzį╩įS│ą▌dļŖ┴„Ą─Ž▐ųŲŻ¼ŠĆŪąĖŅ╝ė╣ż┐é╩Ū▓╔ė├š²śOąį╝ė╣żŻ¼ļŖį┤Ą─├}īÆ▌^šŁŻ¼å╬éĆ├}ø_─▄┴┐ĪóŲĮŠ∙ļŖ┴„ę╗░Ń▌^ąĪĪŻ
|
